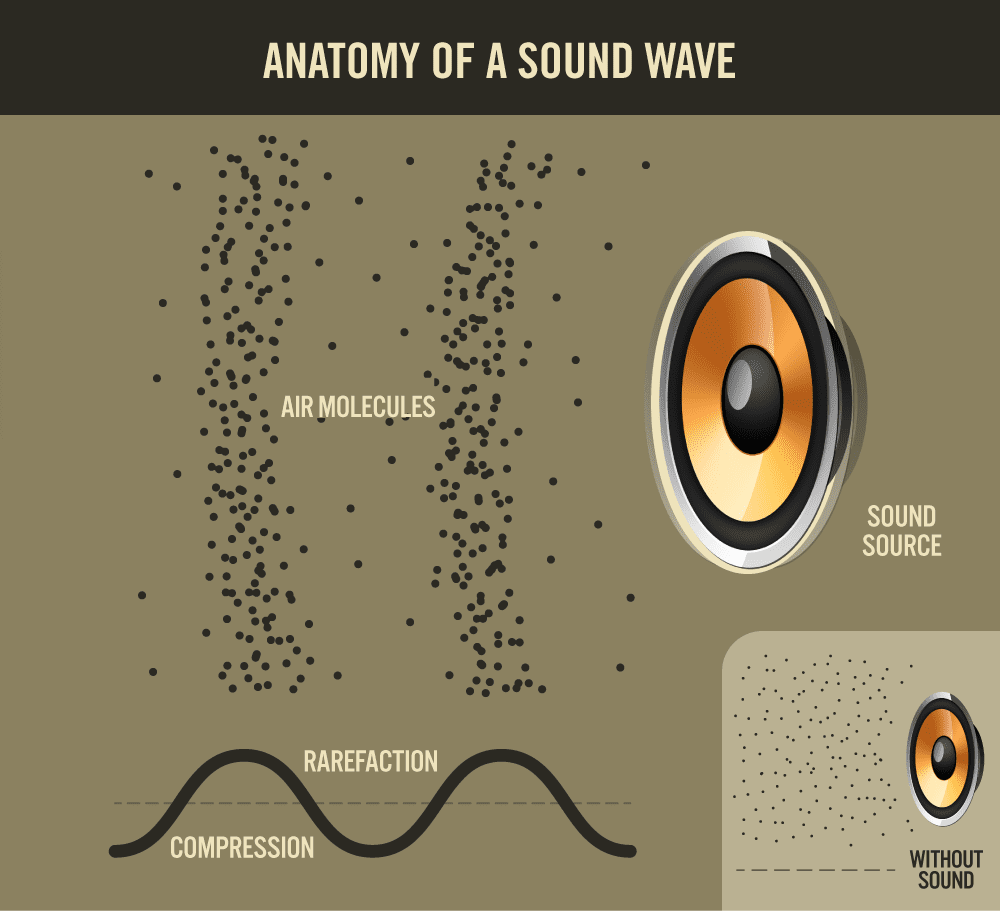
 A sound wave traveling through air consists of 2 “half-cycles”. The first half-cycle consists of energy in the form of compressed air generated from the vibration of an external source (i.e., speakers, vocal cords, hand clap). The displacement of air produced by the first half-cycle creates the second half-cycle, consisting of an equally proportionate area of less dense, or “rarified” air.
A sound wave traveling through air consists of 2 “half-cycles”. The first half-cycle consists of energy in the form of compressed air generated from the vibration of an external source (i.e., speakers, vocal cords, hand clap). The displacement of air produced by the first half-cycle creates the second half-cycle, consisting of an equally proportionate area of less dense, or “rarified” air.
The speed that sound waves travel through air is fairly constant — approximately one mile in 5 seconds. The number of waves, or frequency, that occur within a given amount of time varies significantly. “Hertz” is the term used to measure the frequency of sound waves occurring per second.
When a sound wave hits a hard surface, the air between the surface and the wave compresses, storing the energy of the sound wave’s first half-cycle. As the sound wave progresses into the second half-cycle, the compressed air expands away from the hard surface, efficiently reflecting the energy, continuing the sound wave’s movement with minimal energy loss.



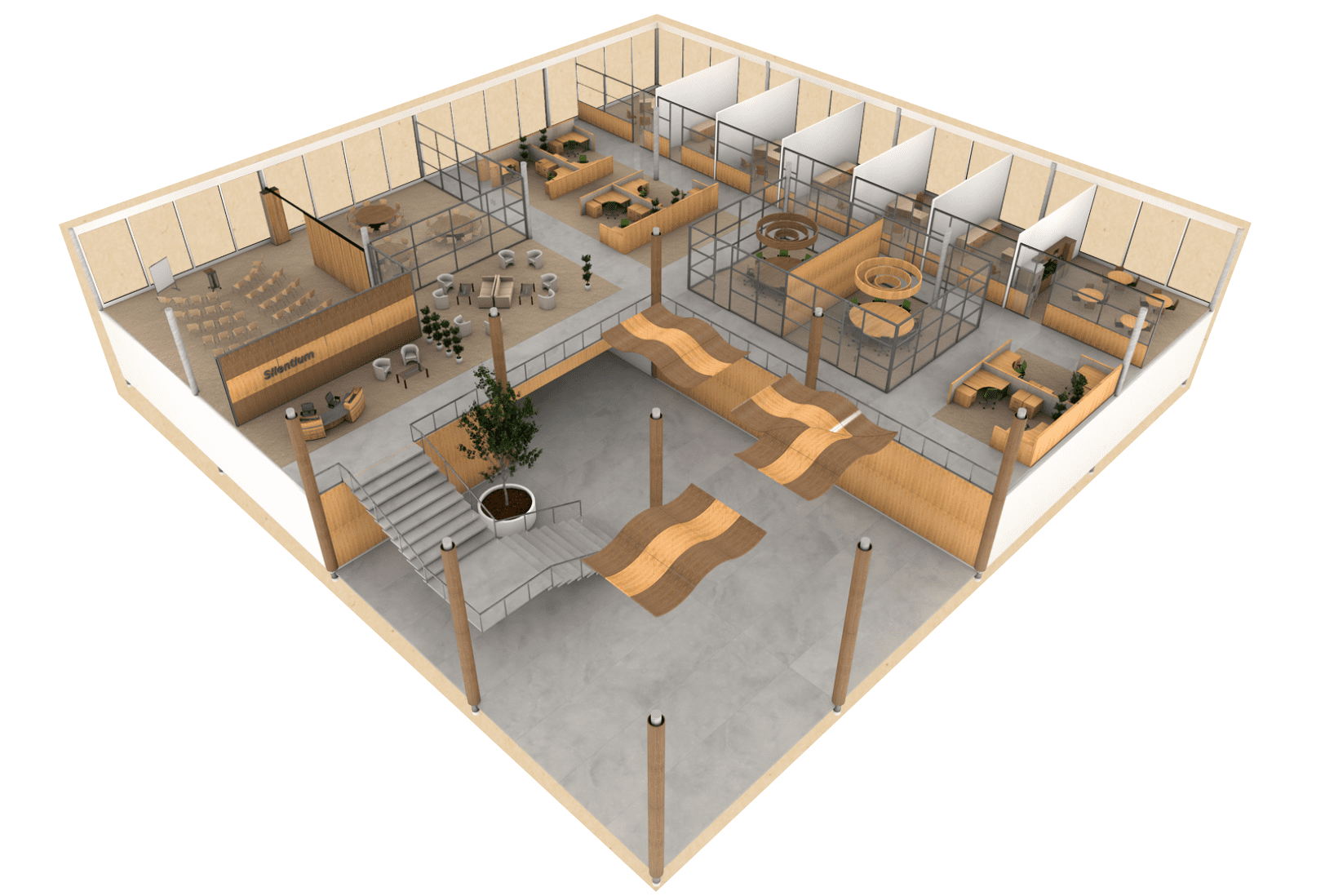
 From conference rooms to cathedrals, amphitheaters to automobiles, the ability to control sound is always an important factor in determining an environment’s comfort and usability.
From conference rooms to cathedrals, amphitheaters to automobiles, the ability to control sound is always an important factor in determining an environment’s comfort and usability.